Kawat Potong (Wire Drawing)
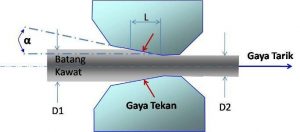
Besi Gulungan Wire Drawing – Pengertian dan definisi proses penarikan kawat Wire Drawing, proses penarikan kawat merupakan suatu proses pembentukan logam dengan cara menarik wire rod, kawat batangan melalui Dies atau cetakan oleh gaya tarik yang bekerja pada bagian luar dan ditarik ke arah luar dies/cetakan. Tujuan utama penarikan kawat adalah untuk mengecilkan diameter kawat wire rod Batang Kawat berdiameter D1 direduksi dengan memberi gaya tarik melalui cetakan menjadi kawat beriameter D2. Sehingga terjadi reduksi area atau pengurangan luas penampang yang dinyatakan dengan formula berikut: r = reduksi area = 1 – (D2/D1)2.
anugerah logam abadi adalah distributor dan supplier aneka ragam bendrat dan logam lainya yang berlokasikan di Surabaya. Anda tidak perlu khawatir dengan harga yang kami tawarkan karena kami adalah distributor langsung dari pabrik, jadi sudah pasti harganya lebih murah dan juga ketersediaan barang yang hampir selalu ready.
Wire drawing adalah proses Cold forming disebut cold drawing
proses penarikan kawat umumnya dilakukan pada temperatur rendah atau temperatur ruang, sehingga pembentukan ini di sebut cold drawing. Pada proses penarikan terjadi deformasi yang cukup besar, sehingga terjadi peningkatan temperatur yang relatif besar. Maka dengan itiu proses penarikan kawat di gunakan pelumas yang mampu mengurangi dan tahan terhadap pengaruh panas yang timbul akibat gesekan.
Selain itu pelumas juga sebagai media pendingin, air merupakan merupakan media pendingin yang biasa digunakan untuk mengurangi efek panas yang di timbulkan selama proses deformasi. Konstruksi tempat masuknya logam ke cetakan (dies) dibuat sedemikian, sehingga kawat yang masuk cetakan akan menarik pelumas bersama dengan masuknya batang kawat. Bentuk lonceng dibuat agar dapat meningkatkan tekanan hidrostatis dan memindahkan aliran pelumas.
Sudut redaksi (reduction angle) adalah bagian dari cetakan dimana terjadi reduksi diameter. Sudut reduksi ini merupakan variabel diesyang sangat penting dalam proses wire drawing. Pada daerah bantalan (bearing) tidak terjadi reduksi diameter, namun menambah gesekan pada permukaan kawat. Fungsi utama daerah permukaan bantalan adalah memastikan diameter dan roundness kawat sesuain targetnya. Tirus belakang (back relief) pada dies memungkinkan kawat untuk mengembang sedikit, setelah kawat keluar dari cetakan.
Batas Reduksi pada Wire Drawing
Pada umumnya reduksi penampang untuk setiap tahap dies atau draft tidak lebih dari 30-35%. Untuk mendapatkan diameter akhir dengan total lebih besar 35%, maka di perlukan reduksi ganda atau bertahap untuk mencapai reduksi keseluruhan. Diameter kawat akan berkurang setelah melalui dies tertentu, sedangkan kecepatan dan panjang kawat bertambah. Jadi kecepatan setiap blok atau capstan harus bertambah besar agar tidak terjadi slip antar kawat dan blok.
Hal ini dapat di capai bila kecepatan setiap blok di atur dengan memasang motor tersendiri. Bila kecepatan blok dan kawat tidak sesuai maka kawat akan menggeser pada blok pada waktu berputar, hal ini yang menyebabkan terjadinya gesekan berlebihan yang menimbulkan panas.

Batas Temperatur Wire Drawing
Peningkatan temperatur pada operasi wire drawing merupakan hal umum terjadi. Meskipun penarikan batang kawat biasanya di lakukan pada kondisi dingin. Deformasi plastik dan gesekan akan menaikkan temperatur kawat hingga beberapa puluh derajat celcius. Sebagian panas akan di lepas pada pendingin blok dan dies. Namun karena panas yang di serap blok dan cetakan relatif kecil, maka kenaikan temperatur menjadi besar. Selama proses deformasi temperatur kawat tidak boleh melebihi 160 derajat celcius. Temperatur yang terlalu tinggi dapat merubah sifat metalurgis kawat.
Kegunaan kawat potong Wire Drawing
Kawat potong sendiri merupakan hasil produk dari wire rod yang sudah melalui proses drawing, bisa juga disebut sebagai wire drawing dengan bentuk yang berupa batangan. Ukuran kawat potong yang umum di pasaran ialah sepanjang 12 meter dengan diameter 4,5 mm – 6 mm.
Kegunaan Kawat Potong
Penggunaan kawat potong biasanya masih harus melalui proses lanjutan lagi untuk dapat menghasilkan produk untuk yang dapat digunakan oleh konsumen. Berikut ini contoh produk dari kawat potong yang sering kita temui :
- Paku
- Baut
- Peralatan dapur
- Gantungan baju
- Rangka penutup kipas angin
- Obeng
- Jeruji roda sepeda dan sepeda motor
- Trolley supermarket
- Etalase display di pertokoan atau supermarket
Perbedaan Kawat Wire Drawing dan Kawat Bendrat
Secara tampilan, kawat drawing dan bendrat memang cenderung mirip. Terlebih lagi jika ukuran diameter keduanya sama. Faktanya, ada sejumlah perbedaan di antara keduanya yang akan kami jelaskan pada pembahasan berikut ini.

Kawat Wire Drawing
Kawat drawing merupakan kawat yang ditarik dari wire rod dengan menggunakan metode cold drawing. Metode ini merupakan proses penarikan pada suhu ruangan. Kawat drawing juga dikenal dengan nama kawat potong. Bentuk kawat potong atau wire drawing ini pada umumnya berbentuk batangan dengan panjang 12 meter. Sementara itu, diameternya relatif lebih besar dibanding kawat bendrat, yakni berukuran 4,5 mm sampai 6 mm.
Adapun kegunaan dari kawat drawing sendiri cukup bermacam-macam. Umumnya, material ini perlu melalui proses lanjutan hingga akhirnya dapat menghasilkan produk tertentu dan bisa digunakan oleh konsumen.
Proses dari Wire Drawing (penarikan kawat)
Tidak seperti kawat bendrat, kawat drawing melalui proses wire drawing atau penarikan kawat. Ini merupakan proses pembentukan logam yang dilakukan dengan cara menarik wire rod atau kawat batangan. Penarikan tersebut dilakukan melalui cetakan yang disebut dies oleh gaya tarik yang bekerja pada bagian luar dan ditarik ke arah luar cetakan (dies). Proses ini menimbulkan terjadinya aliran plastis yang disebabkan oleh adanya gaya tekan.
Gaya tekan tersebut timbul sebagai reaksi logam terhadap dies. Adapun tujuan dari proses penarikan kawat (wire drawing) adalah untuk mengecilkan ukuran diameter batang kawat (wire rod). Proses wire drawing umumnya dilakukan pada suhu ruang atau suhu rendah (cold drawing). Alasan dilakukan pada suhu rendah adalah karena pada saat proses penarikan terjadi deformasi yang cukup besar.
Sementara itu, akibat dari terjadinya deformasi tersebut adalah terjadinya peningkatan temperatur yang relatif besar juga. Ini tidak dijumpai pada kawat bendrat. Untuk menyiasati hal tersebut, penggunaan pelumas pada proses drawing berperan penting. Penggunaan pelumas dapat mengurangi serta menahan suhu tinggi yang timbul akibat gesekan. Di samping itu, peran pelumas juga berfungsi sebagai media pendingin sehingga tidak terjadi lonjakan suhu. Kawat yang telah melalui proses penarikan (wire drawing) kemudian diluruskan untuk selanjutnya dipotong. Selain dipotong, bisa juga digulung menggunakan mesin khusus sehingga bentuknya berupa gulungan (roll).
- Kawat Bendrat
Pekerja kontraktor tentu sudah akrab dengan berbagai material yang digunakan untuk kebutuhan konstruksi, mulai dari beragam jenis besi hingga kawat atau wire. Salah satu materialnya adalah kawat jenis bendrat.
- Pengertian
Bagi orang yang telah berkecimpung di dunia konstruksi atau bangunan, tentu sudah tidak asing dengan material satu ini. Kawat jenis ini adalah kawat yang memiliki ukuran sangat tipis dengan diameter 0,8 mm hingga 2,8 mm. Meskipun ukuran diameternya kecil dan bentuknya cenderung tipis, kawat bendrat sangat kuat sehingga dikenal juga dengan sebutan kawat beton. Inilah mengapa kawat jenis ini banyak dipakai pada pekerjaan konstruksi.
Dalam pembangunan, kawat ini sering digunakan sebagai alat pengikat atau lainnya. Cara menggunakannya adalah dengan melilitkannya pada besi seperti pada saat melilitkan tali hingga membentuk rangkaian tertentu. Kegunaannya kawat ini antara lain untuk mengikat pagar kawat atau dinding pagar beton. Biasanya, pemasangan kawat ini dililitkan minimal sebanyak 3 kali putaran agar ikatannya kuat.
Jenis kawat Bendrat dan ukurannya
Material kawat biasanya tersedia dalam beberapa jenis ukuran. Kawat bendrat juga memiliki beragam ukuran sehingga bisa disesuaikan menurut kebutuhan. Adapun jenis-jenis ukurannya antara lain:
– Bendrat BWG 6 (diameter 5,20 mm)
– Bendrat BWG 7 (diameter 4,20 mm)
– Bendrat BWG 10 (diameter 3.40 mm)
– Bendrat BWG 12 (diameter 2,85 mm)
– Bendrat BWG 14 (diameter 2,10 mm)
– Bendrat BWG 16 (diameter 1,60 mm)
Perbedaan kawat Wire Drawing dan kawat Bendrat
Metode cold drawing (proses penarikan kawat pada temperatur rendah) sehingga menghasilkan kawat drawing yang bersifat tidak terlalu lentur. Meskipun sifatnya juga tidak terlalu kaku, sifatnya lebih kaku dibanding bendrat. Sifat ini membuat kawat drawing cocok dijadikan untuk digunakan dalam pembuatan berbagai macam produk. Selain contoh produk yang kami sebutkan sebelumnya, kawat drawing juga dipakai untuk membuat variasi mobil dan lainnya.
Sementara itu, kawat jenis bendrat memiliki sifat yang relatif lebih lentur dibanding kawat drawing. Penyebabnya adalah proses pembuatan bendrat melalui proses yang lebih panjang. Proses pembentukan bendrat yaitu bahan dasarnya ditarik dengan proses hot drawing (penarikan pada temperatur tinggi) kemudian didinginkan terlebih dulu. Proses ini akan menghasilkan sifat yang lentur dan disebut metode annealing.
Sementara, kegunaan kawat bendrat sendiri lebih diperuntukkan sebagai alat pengikat rangka tulangan struktur baja pada suatu konstruksi bangunan. Di samping itu, ukuran diameternya juga lebih kecil sehingga memiliki kelenturan yang lebih tinggi.
Kami anugerah logam abadi siap melayani kebutuhan bangunan anda untuk pengerjaan pribadi, proyek, ataupun untuk anda jual kembali, karena meskipun anda membutuhkan stock dalam jumlah besar kami akan berusaha memadai permintaan anda. Kami juga selalu berusaha merespon permintaan anda dengan cepat karena kami selalu berusaha memuaskan pelanggan kami.
Kami anugerahlogamabadi.com bisa memenuhi kebutuhan kawat potong wire rod atau wire drawing anda dengan harga bersahabat dengan kualitas terbaik. kami juga menjual produk lainnya seperti besi beton, kawat harmonika, kawat duri, wiremesh, bendrat, paku kayu.

Segera hubungi kami mengenai harga dan penawaran terbaik.
HP: 0812 3191 7719 (WA/Telp)
HP: 0812 3191 7719(SMS)
*Mohon kirim pesan via wa/sms jika nomer handphone kami sulit di hubungi, terimakasih.
